弊社は金型を製作することができる、プレス屋さんであり金型屋さんであり、パーツ加工ができ切削もでき溶接まで行えるのです。
金型を製作出来ると言うことは金属加工がかなりの巾で行えるのです。
試作もOK、量産もOK!
金型屋さんって金型だけに拘ってたらもったいないですよね。
弊社は希望をできる限りかなえられることを考えて作業いたします。
お客様の不安を取り除くお仕事だと感じている今日この頃です。

弊社は金型を製作することができる、プレス屋さんであり金型屋さんであり、パーツ加工ができ切削もでき溶接まで行えるのです。
金型を製作出来ると言うことは金属加工がかなりの巾で行えるのです。
試作もOK、量産もOK!
金型屋さんって金型だけに拘ってたらもったいないですよね。
弊社は希望をできる限りかなえられることを考えて作業いたします。
お客様の不安を取り除くお仕事だと感じている今日この頃です。

プレス加工をしていると金型の多さに悩まされるんです、と言う声がプレス屋さんから聞こえてきます。
生産されなくなって久しいと、もう不要なんじゃ無い?と思ってしまいますが、自己判断で処分できないのがこの業界です。
金型は自社で製作しても顧客の物になってしまうので、預かりなんですね。
新しい製品の金型を製作し、サンプル確認でOKが貰えると、金型預かり証というものを作製します。
どの場所でどの製品を作るための金型が保管されているのか明記されてます。
そんな悩みの解決策は置き場所の改善でしか無いのでしょうか?
今回の解決策として、新規の金型の棚による置き場の改善でお悩み解消。
さて、今回の金型の棚ですが、アングルと鉄板で製作しております。
サイズはこの巾でこれくらいあればって事をスタッフ達で企画設計して頂きました。
今までは私が設計し図面を描きこの通りに作製してと指示してましたが、
今回は自分たちで完成させたという達成感を感じて頂いてます。
完全オリジナルなんですね、現場の考えた現場のための棚です。
この棚、弊社で使用のため塗装等行っておりません。
顧客からの製作依頼の場合は、見た目も重要、塗装も行えます、このサイズでも焼き付けまで行える協力会社があります。
サイズは900×1,270×2,000と安定感抜群です。
製作依頼は、お問い合わせ頂ければ、お好みのサイズにて納品可能です、ステンレスの棚なんかも作ってみたいなと。

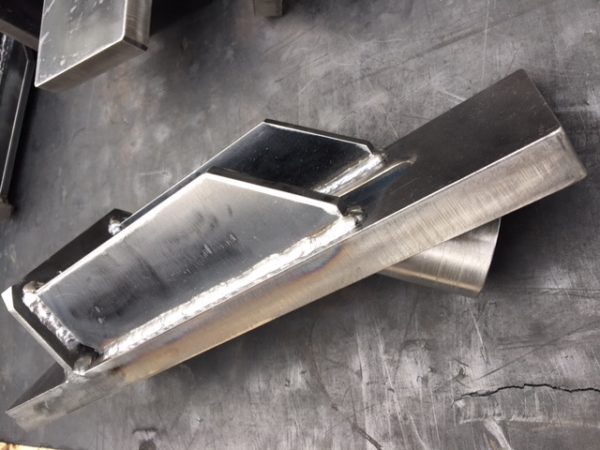
SUS(ステンレス)溶接の焼け跡を綺麗に除去&表面ピッカピカ
への字に曲がっている箇所をTigにて溶接しています。
もちろん溶接しているからには焼け跡がありましたよ。
焼け跡の処理として電解研磨を選択しています。
焼け跡の処理にも色々とありますが、見た目が綺麗で腐食し難いというポイントでの選択になります。
ちなみに下の画像が電解研磨前になります。

ちょっとザラザラしたような感じの所も電解研磨後(上の画像)は光沢感が半端ないですね
元はこんな感じで白っぽいんです。
焼け跡も色が変わっています。
電解研磨でステンレスの表面が溶解し、不動態皮膜が生成されるので非常に高い耐食性が得られます。
ちなみにバフ研磨では非常に細かな研磨粉が表面に入り込むため見た目はピカピカですが不純物が落ちきれずに腐食の原因にもなりかねません。
溶接と焼けの処理は用途により適切なものを選択します、
もちろん溶接焼けを処理しないという選択もあります。
溶接の相談時には後処理も一緒に考えましょう。

溶接をした箇所は注意が必要です。
溶接をするということは金属同士を融合させて強度を出したり形状を作ったりしたいわけですよ。
しかし、悲しいことに金属に熱が入り腐食しやすい状態にしてしまいます。
もちろん金属は生地のままだと腐食が発生しますが、溶接箇所は
進行度合いが違います。
腐食を抑えるためにメッキがあります、
メッキにも種類がありますが、その話はまたいつかしましょう。
メッキすれば錆び(腐食)、の進行が抑えられます。
しかし、溶接箇所はメッキがのりにくいのです。
きれいにメッキ出来ているようで、溶接箇所は残念ながら完ぺきではないのです。
腐食しやすい箇所へしっかりメッキしたいのにジレンマです。
上の画像のようになってしまうことが多いのです。
対策として、亜鉛のタッチアップスプレーを行ったりします、下の画像が対策後ですね。

p.s.
溶接箇所ってメッキだけでなく塗装も同様にのりにくいので悩ましいのです。
腐食対策としてはメッキ後に塗装するという事も行われます、
また、カチオン電着塗装を下地としてアクリル等の焼付塗装を行う場合もあります。
使用される場所や状況で表面処理を選定することが必要になりますね。

アルミの物干し金物をTIG溶接したものですが、集中して並べるとなんだか気持ち悪いです(笑)
これからアルマイト処理されて箱詰めして年末までには集荷されますので!
どこかのマンションなんかに使われてたりしますよ、最近はこのタイプめっきり減ってしまったような、さみしいですね。
p.s.
本日の東大阪はかなり暖かかったですね、車で移動中はちょっと暑いくらいでしたね。
気温の変化に体調管理が大変ですが年末まで張り切っていきましょー♪